加热制造的热处理
添加剂制造的质量处理
Paulo为航空航天,医疗,工具和模具以及汽车市场的增材制造商提供热处理和热等静止压力。无论您是具有完整生产零件的添加剂专家,还是刚开始的零件,我们的工程和冶金团队都知道可以使您的程序进行热处理。
微结构异常
3D打印过程中的气氛控制对于产生优质零件至关重要。没有适当的气氛控制,粉末可能会发生氧化,这会改变材料的熔点并导致不一致或不准确的热处理结果。但是,对于经过准确打印的零件,通常仍然存在一些孔隙率。热处理和热等静止压力可以减少或消除这些毛孔。
微结构均匀化
在锻件和焊接中,融化的池只会在零件冷却时进行凝固一次。在添加性制造的零件中,随着材料层的应用,该零件基本上是在微观尺度上焊接和重新焊接的。AM部分完成后,它将包含焊接池的壁画,这对于创建精细的微观结构可能是有利的,以使合金元素散布。AM零件通常在热处理期间更快地均质化,这可以减少持有时间。
复杂几何形状的紧密公差
通常,通过添加剂制造能够实现传统加工无法实现的复杂几何形状,这对于航空航天和医疗市场的零件来说是一个明显的优势。精确的,可重复的热处理和/或热等静压压力可确保在加工过程中保留这些复杂成分的紧密公差。在热处理期间进行适当的固定也是必不可少的,我们的工程团队可以帮助您确定零件的最佳配置。
失真和零件设计
除了在热处理期间进行优化的固定外,部分设计在对抗失真的影响方面还起着关键作用。虽然准确的热处理和/或热等静止按压可最大程度地变形,但在处理过程中预计会发生一些失真。如果您在AM零件中面临扭曲的挑战,我们的团队可以与您合作,以确保优化您的初始零件设计以适应热处理期间的变形。
加上制造的组件我们处理
- 发动机组件
- 拉伸杆标本
- 液压外壳
- 流直晶
- 滚动切割器钻头
- 固定切割器位
- 括号
- 喷嘴
- 热交换器
- 铝成分
- 火箭助推发动机锥
- 志愿
增材制造技术
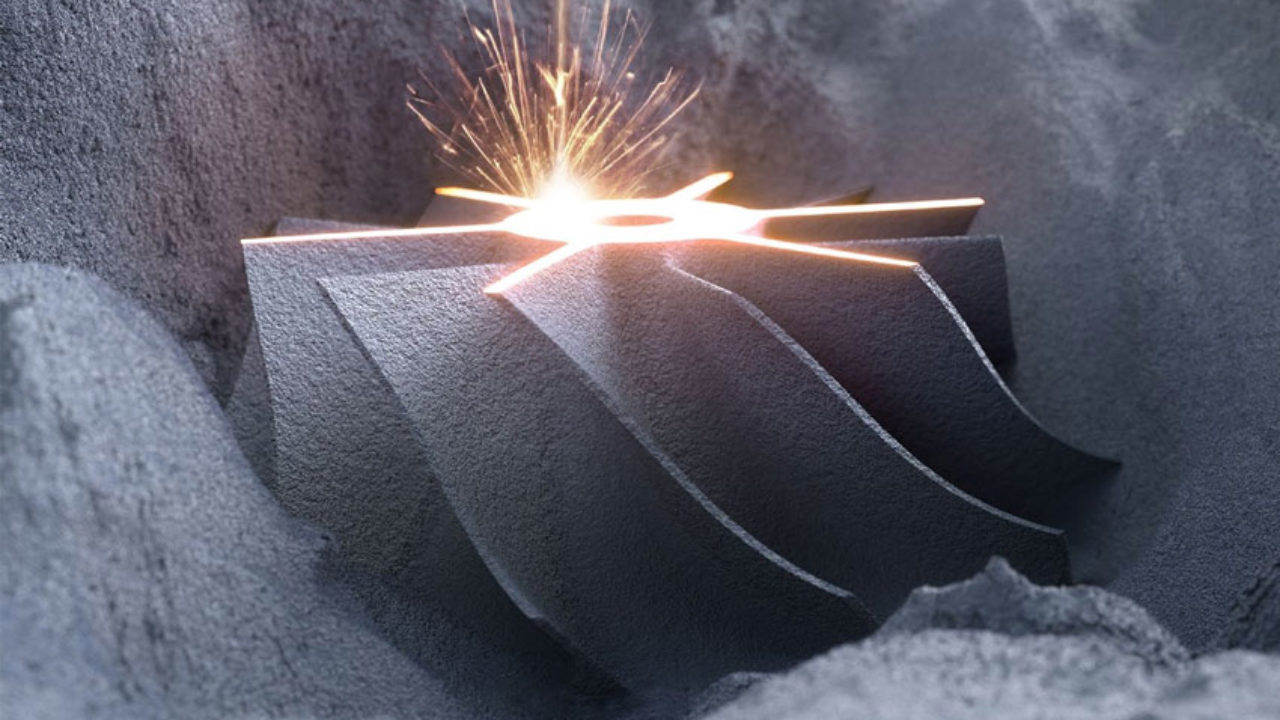
激光粉床融合(LPBF)
LPBF工艺也称为选择性激光熔化(SLM)或直接金属激光熔化,正在为许多应用代替传统的铸造方法。LPBF始于该零件的3D CAD模型,该模型被“切成”为几层。粉末状金属材料分布在每一层上,并使用激光作为热源在上一层的顶部粘合。
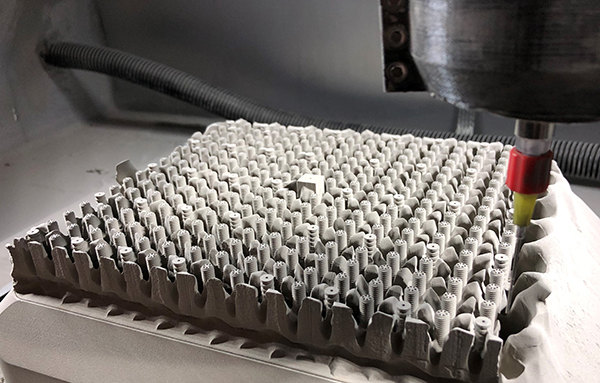
活页夹喷射
添加剂制造的粘合剂喷射方法还可以与多种材料一起使用,包括金属外的塑料和沙子。打印头精确地喷在粉末状层上的结合剂,然后涂上随后的粉末层。创建后,将一些使用粘合剂喷射产生的金属组件放在烧结炉中,以燃烧粘合剂。然后通常将热等静力按压应用于这些组件上,以降低“燃烧”方法产生的孔隙率,从而增强末端部分的整体密度。
加热处理和加上制造成分的热过程
亚博100真空热处理,退火和缓解压力
材料在3D打印过程中积累了内部应力,这可能会损害零件的机械性能。真空退火和缓解压力可以解决这些问题,从而消除了部分内部的应力浓度,因此它们在服务期间或随后的处理过程中不易开裂。由于受控的气氛,真空热处理还可以最大程度地减少表面污染,并使零件更亮亚博100。
气淬灭
加上加上制造零件的淬火速度和方法取决于该过程的材料和所需的硬度。例如,基于镍的合金通常需要更硬的淬火才能达到所需的硬度。此外,许多特色合金指定了通过炉控制和监测实现的受控冷却速率。
热等静止
热等静止提高了加性制造零件的密度,并可以帮助降低零件孔隙率。对于AM零件,我们可以将臀部与高压热处理结合在单个周期中,专门针对钴铬成分的一个特别有利的过程。臀部非常适合具有临界尺寸的组件(例如航空航天组件或医疗设备和植入物),因为处理过程中的压力均匀地施加到整个零件表面上。惰性气体(通常是其氩气)在臀部容器内首选,因为它确保部分表面不会氧化。
亚博100真空热处理,退火和缓解压力
材料在3D打印过程中积累了内部应力,这可能会损害零件的机械性能。真空退火和缓解压力可以解决这些问题,从而消除了部分内部的应力浓度,因此它们在服务期间或随后的处理过程中不易开裂。由于受控的气氛,真空热处理还可以最大程度地减少表面污染,并使零件更亮亚博100。
气淬灭
加上加上制造零件的淬火速度和方法取决于该过程的材料和所需的硬度。例如,基于镍的合金通常需要更硬的淬火才能达到所需的硬度。此外,许多特色合金指定了通过炉控制和监测实现的受控冷却速率。
热等静止
热等静止提高了加性制造零件的密度,并可以帮助降低零件孔隙率。对于AM零件,我们可以将臀部与高压热处理结合在单个周期中,专门针对钴铬成分的一个特别有利的过程。臀部非常适合具有临界尺寸的组件(例如航空航天组件或医疗设备和植入物),因为处理过程中的压力均匀地施加到整个零件表面上。惰性气体(通常是其氩气)在臀部容器内首选,因为它确保部分表面不会氧化。
添加剂制造中使用的材料
由于许多AM零件的生产几乎是净形状,因此该材料的可加工性比传统制造的组件要少。也很难打印含有高碳含量的铁质材料,因为它们特别容易破裂(这是由于在微观水平上发生的层之间的材料的分解)。添加剂制造中使用的大多数材料的碳含量很低。
钛和钛合金
- 钛6-4(Ti6al4)
inconel
- Inconel 718
不锈钢
- 316L不锈钢
- 17-4
铝和铝合金
- Alsi10mg
钴铬
- COCR F75
冶金支持添加剂制造
无论您只是将AM计划从地面上脱颖而出,还是已经如火如荼地进行了生产,我们的冶金团队都可以帮助您解决问题并就热处理和热处理做出决定。我们在以下情况下帮助:
- 是将零件留在构建板上还是在处理前将其切断
- 测试以帮助材料选择和规格/食谱开发
- 物质选择建议
- 优化您的零件设计以说明并最大程度地减少失真的影响